
Компания Пласт-Сервис осуществляет поставки монолитного поликарбоната нестандартной длины с последующим раскроем на формат для производственных целей.

Фрезерная трехмерная гравировка дает возможность создавать рельефные изображения на поверхности изделия, рисунок может иметь как выпуклую так и углубленную форму.
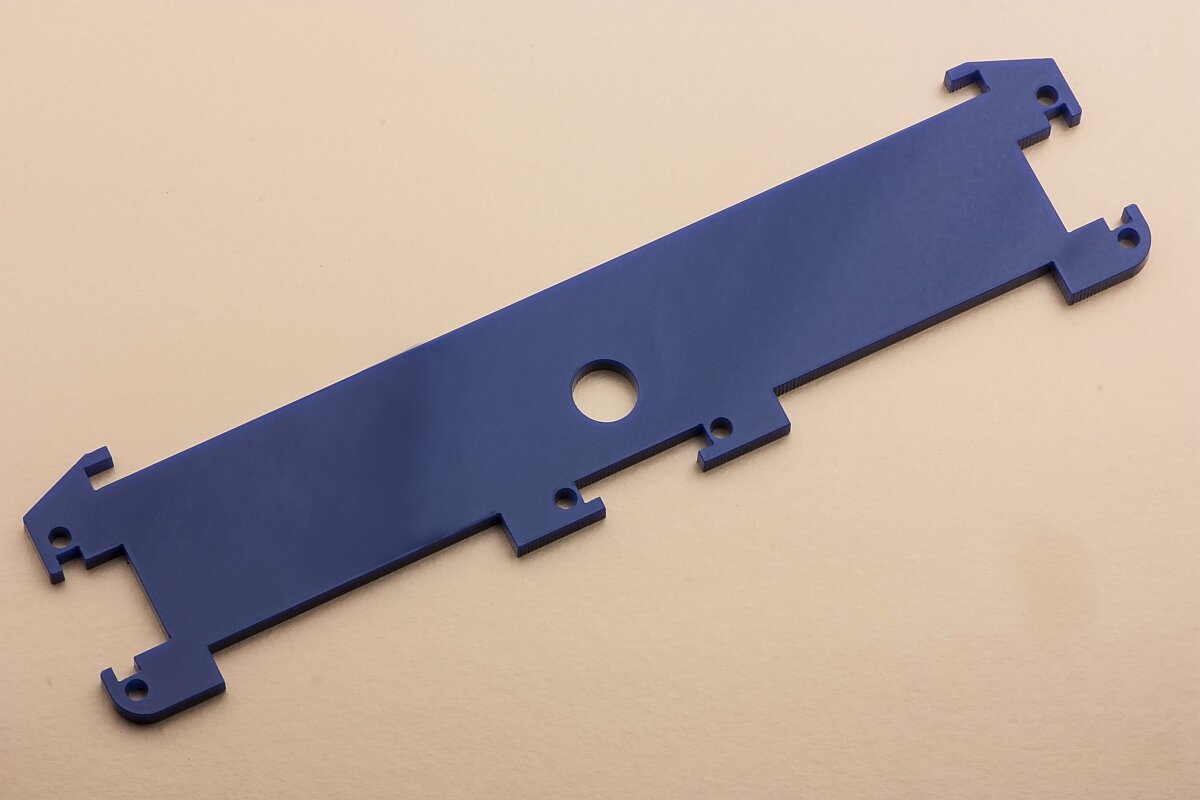
Компания "Пласт-Сервис" предоставляет Вам новую услугу: резка прокладок из пластика ( ПВХ, Полистирола, оргстекла) для производственных и других целей

Монолитный поликарбонат в наибольшей степени подходит для светотехники благодаря своим температурным и прочностным характеристикам. Рабочий диапазон температур – - 60 + 120 град.С. Срок службы материала 10 лет.
Светопропускающие материалы идут для изготовления линз, рассеивателей, зенитных фонарей, защитных стекол и др.
Наша компания предлагает светотехнические пластики различного состава и назначения:

Монолитный поликарбонат – плотные однородные листы различной толщины (до 12мм), отличающиеся высокой твердостью и стойкостью к механическим повреждениям.
Самый простой способ очистки оргстекла мытье мягкой водой (50-70 0 С) с мягким мылом.
Хорошо использовать средство для мытья посуды, эти средства оставляют на поверхности акрила защитную пленку.

Ознакомьтесь с некоторыми примерами выполняемых нами работ

Под данный объект произведена нестандартная толщина листа, подобран процент светопропускания по техническому заданию.









